


金型が完成して、製品を成型した後に
製品の寸法が交差内に入っていない時や、
形状変更で製品を小さくする時など
金型を大きくする時には
各当部位を
「入れ子」(別のパーツ)にして入れ替えるか
溶接して肉盛りをするか
どちらかの方法で対応することが多いです
今回はその溶接の過程を
写真を交えて紹介します。
因みに、溶接しているのは
私なので、あまり上手ではありませんが
参考になれば幸いです。
修正箇所
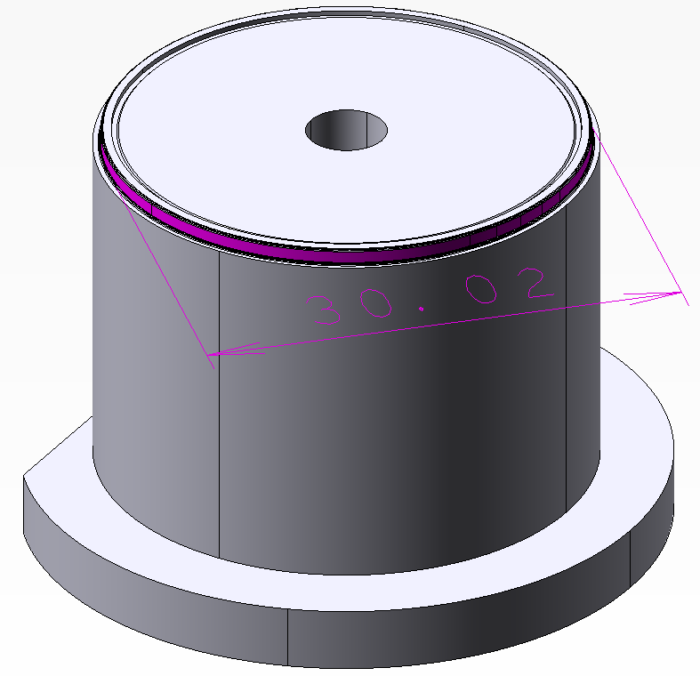
修正箇所はしたの画像の紫色で示した箇所では
φ30.02の箇所で、
ココを系で0.04ミリ大きくする為の溶接です
レーザー溶接ではないので、ヒケも大きめに出ますし
各当箇所を大きく肉盛りします。
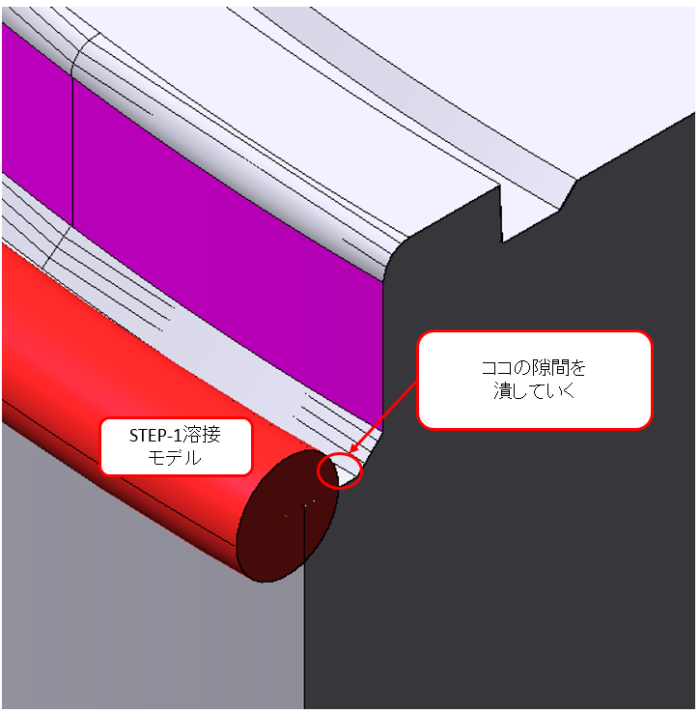
STEP-1
まず、下段のカドを溶接していきます

溶棒の径は「φ0.3」を使用して
溶接機の設定は下の画像のとおりです。

溶接途中の写真がこれ↓

これを一周ぐるっと溶接します
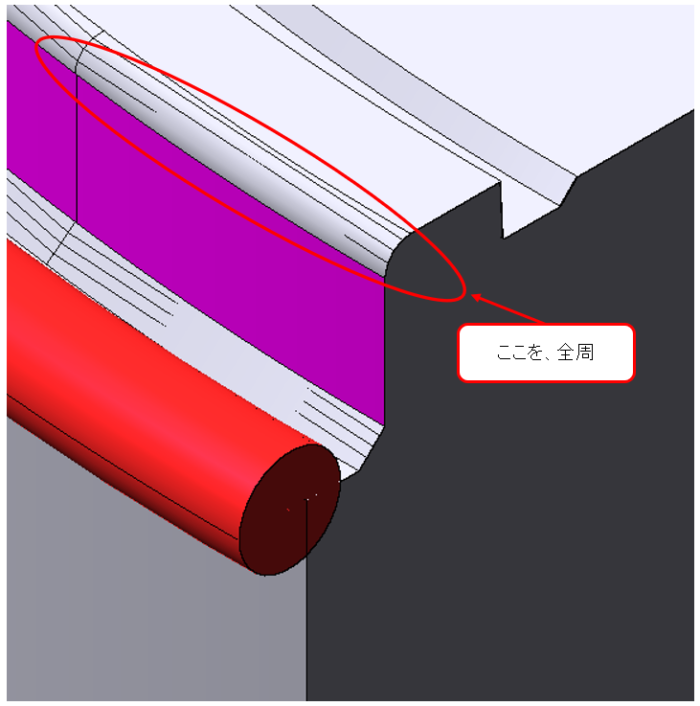
STEP-2
溶接が乗った、箇所に谷ができているので
そこを潰していきます。
この時は、溶棒は使用せず、溶かし込んでいくだけです。
このステップを行うと、
「ブローホール」発生の危険性いわゆる「巣」ができる
可能性が少なくなりますので、私の場合はいつも行っています。
この溶接は独学で、経験上コノほうが上手くいくという理由だけです。
その作業途中の写真がコレ↓

STEP-3
次はうえのカドに
溶接棒を使用して乗せていきます
作業途中の写真

STEP-4
そして、「STEP-2」の後に行った
隙間を潰していく作業
「STEP-3」と同様を施します

この時に、溶接機のモードを切り替えて
「PULSING」にすると、キレイに溶かし込むことができます

熱を母材にかなり与えてしまうので
あまり、小さいものには、使用しないほうが良いと思います。
そのモードで溶接した写真がこれ↓
STEP-5
次は「STEP-1~4」と同じ工程をもう一回施します。
この工程は、いわば保険的な感じで、
部分的に盛りが足りない箇所が出ないようにする為で
加工後の溶接の不備を予防するために行っています。
下段を溶接↓

次に隙間を埋めるために
溶かし込んでいきます↓

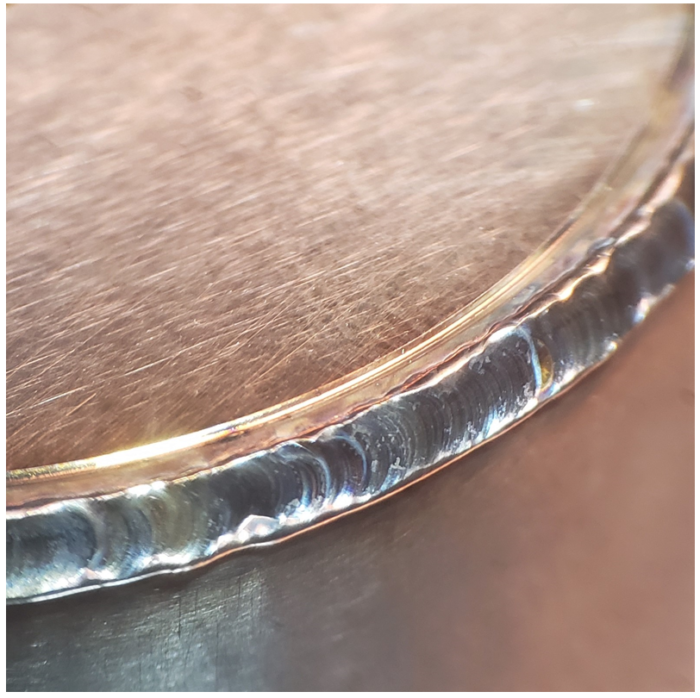
そして、上のカドを肉盛りして完成です
こんな感じ↓

もっと、小さい場所や、肉盛りの量を少なくしたり
母材に熱を加えてくない時には
「レーザー溶接」を使用しています。
しかしながら、我が社には「レーザー溶接機」は無いので
外注で済ませています。
とはいえ、この溶接機でもある程度はできていますので
未だに重宝しています。
以上が、私の溶接のやり方でした。